Колесотокарный станок с системой ОСУ модели РТ820Ф2

ОБЩИЕ СВЕДЕНИЯ
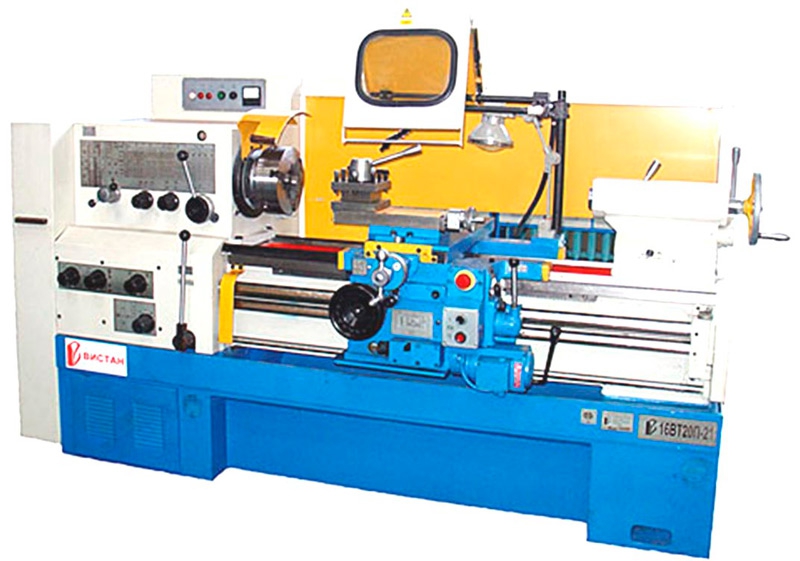
Станок колесотокарный модели РТ820Ф2 предназначен для обработки колесных пар подвижного железнодорожного состава по профилю круга катания. Также на станке возможно выполнение следующих операций: наружная токарная обработка детали, обработка торцовых поверхностей детали, в т.ч. нарезка внутренних и наружных резьб.
Отличие станка РТ820Ф2 от РТ820Ф3 заключается в том, что устройство ОСУ на станке РТ820Ф2 выполнено на основе контроллера с графическим интерфейсом. Это позволяет значительно упростить процесс программирования.
Станок РТ820Ф2 выполнен на базе станка модели 1Н65РФ3.
Техническая характеристика и жёсткость станка позволяют полностью использовать возможности современного инструмента при обработке.
Оснащение станка
Устройство ОСУ - Контроллер управления движением (Motion Controller) ф. «Yaskawa», привод главного движения и привода подач ф. «Yaskawa».
Низковольтная аппаратура импортного и отечественного производства.
4-х кулачковые патроны -1шт.
Автоматическая 4-х позиционная револьверная головка с вертикальной осью вращения -2шт.
Задняя бабка с ручными перемещениями по станине, перемещением пиноли и ручным зажимом на станине.
Гидроаппаратура и импульсная система смазки импортного и отечественного производства.
Состав станка
Станина ............................................................................................. 1 шт.
Шпиндельная бабка ......................................................................... 1 шт.
Задняя бабка ..................................................................................... 1 шт.
Каретка ............................................................................................. 2 шт.
Фартук .............................................................................................. 2 шт.
Суппорт ............................................................................................ 2 шт.
Устройство ОСУ................................................................................ 1 шт.
Привод поперечных подач ............................................................... 2 шт.
Привод продольных подач .............................................................. 2 шт.
Пульт оперативный .......................................................................... 1 шт.
Патрон 4х кулачковый, специальный .............................................. 1 шт.
Головка револьверная, 4-х позиционная.......................................... 2 шт.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали, мм........................... 1200
Наибольшая длина устанавливаемой заготовки, мм....................... 2800
Наибольшая масса устанавливаемой заготовки, кг........................... 8000
Частота вращения шпинделя, об/мин................................................. 5...25
Дискретность задания перемещения, мкм:
- по оси X............................................................................................ 1,0
- по оси Z............................................................................................. 1,0
Пределы рабочих подач суппорта, мм/мин:
- по оси Х............................................................................................ 1…2500
- по оси Z............................................................................................. 1…2500
Скорость быстрых перемещений, не более, мм/мин:
- по оси Х ........................................................................................... до 6500
- по оси Z............................................................................................. до 6500
Мощность привода главного движения, кВт..................................... 30
Габаритные размеры станка без электрошкафа, мм:
- длина ................................................................................................ 6150
- ширина ............................................................................................. 2300
- высота ............................................................................................... 2200
Масса станка, кг................................................................................... 16000
Краткое описание основных узлов станка
Станина
Станина является базовой деталью, на которой монтируются все узлы станка.
Станина имеет три призматические направляющие, две из которых являются базой для каретки, а одна - для задней бабки.
Направляющие закалены.
Внутри станины имеются наклонные окна для отвода стружки и охлаждающей жидкости.
Бабка шпиндельная
Бабка шпиндельная установлена на левой головной части станины.
Шпиндель со сквозным отверстием и внутренними конусами имеет три опоры.
Передняя опора - двухрядный подшипник с короткими цилиндрическими роликами, работающий в паре с упорными подшипниками. Задняя опора - двухрядный подшипник с короткими цилиндрическими роликами. Средняя опора - радиальный роликовый подшипник с короткими цилиндрическими роликами.
Изменение частоты вращения шпинделя достигается изменением частоты вращения электродвигателем главного привода.
Защитные ограждения
Подвижные защитные ограждения зоны резания обеспечивают безопасность работы на станке в соответствии с действующими стандартами.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора. Зажим задней бабки на станине ручной. Перемещение пиноли осуществляется вручную маховиком.
Головка револьверная
В качестве инструментальной головки в станке применена 4-х позиционная револьверная головка с автоматической сменой позиций инструмента. Головка укомплектована инструментальными блоками для установки режущего инструмента.
Каретка
Каретка предназначена для обеспечения перемещения режущего инструмента в продольном и поперечном направлениях. Каретка устанавливается на направляющие станины и является несущим узлом для ряда узлов и деталей.
Каретка имеет продольное перемещение по призматическим направляющим станины и поперечные направляющие для перемещения ползушки.
На ползушке устанавливается 4х позиционная револьверная головка.
Привода продольных и поперечных подач
Вращение передается от регулируемого электродвигателя на винт ШВП.
Электрооборудование
Контроллер
Контроллеры управления движением (Motion Controller) компании YASKAWA и сенсорные панели оператора позволяют реализовать Оперативную Систему Управления (ОСУ), преимуществами которой являются:
- простое программирование, не требующее высокой квалификации оператора;
- управление станком в ручном режиме от крестового переключателя и электронных маховичков;
- отработка мерных перемещений;
- задание электронных упоров (ограничение разрешенной зоны работы станка);
- выбор циклов обработки детали, параметрирование под конкретную деталь и сохранение в памяти системы управления;
- объединение до 30 циклов в одну технологическую управляющую программу;
- сохранение в памяти ОСУ до 10 000 технологических программ обработки детали. Возможно сохранение программ на внешний носитель и перенос на другую систему управления;
- диагностика станка и оперативная информация на экране сенсорной панели об аварийных ситуациях.
- удаленный доступ для диагностики и устранения неисправностей.
Станки с ОСУ не требуют наличия технолога-программиста и наладчика. Оператор работает с интуитивно понятным интерфейсом, где самостоятельно создает управляющую программу обработки деталей.
Удобство и простота работы для оператора станка
• Не требуется знаний программирования. Концепция станка построена таким образом, что человек, не знакомый с программированием на станках с ЧПУ, может свободно работать на этом станке, используя многие возможности, предоставляемые только на программных станках. Наряду с этим, станок оснащен набором функций, значительно упрощающих многие технологические операции, выполняемые на универсальных станках.
• Единый подход в диалоге с оператором. Дисплейное меню организовано таким образом, что оператору понятны необходимые действия. Ввод всех значений организован по одному принципу. Жидкокристаллический дисплей терминала обладает тактильным эффектом, что позволяет создавать разветвленное меню для управления станком и многофункциональные кнопки для параметризации технологических параметров и микроциклов.
• Минимум органов управления. Оператору легко ориентироваться при работе на станке. Все органы управления находятся на пульте станка в зоне нахождения оператора и легко досягаемы. Перемещения осуществляются от штурвалов (доводочные) и от крестового переключателя (рабочие).
Возможности машинных контроллеров
- синхронное управление осями (Axis, приводами), до 16 осей;
- управлением дискретной автоматики (пневмораспределителями, контакторами и т.п.);
- контроль процессами, такими как нагрев\охлаждение, регулирование давления и т.д.;
- простой и эффективный обмен информацией с системами визуализации и управления производством.
Это достигается в том числе и благодаря поддержки контроллерами нескольких сетевых протоколов:
- специализированных (Mechatrolink-II, Mechatrolink-III, EtherCat) для управления приводами и удаленными модулями входов\выходов;
- общепромышленных (Modbus/TCP (клиент\сервер), Ethernet/IP (master\slave)) для связи с модулями ввода\вывода, другими контроллерами, панелями оператора, SCADA системами.
Среда программирования контроллеров MotionWorks IEC соответствует стандарту IEC 61131-3 и поддерживает языки программирования: IL (Список инструкций), LD (Релейно-Контактные Схемы), FBD (Функциональные блоковые диаграммы), SFC (Последовательные функциональные диаграммы), ST (Структурированный текст). Это снижает затраты на обучение специалистов, создание и отладку программ, а также обслуживание контроллеров и машины.
Общие принципы программирования управления приводами соответствует спецификации стандарта PLCopen Function blocks for motion control Part 1 and Part 2 Version 2.0 и дополнено прикладными функциональными блоками YASKAWA.
Контроллеры позволяют управлять позицией (position control), скоростью (speed control), моментом (torque control) приводов (Axis), синхронизировать приводы по позиции (электронный вал) или скорости между собой, с внешним датчиком положения (энкодером) или по КАМ-таблицами (электронный кулачок). Так же имеется возможности экстренного прерывания и возобновления движения.
В стандартных системах включены линейная интерполяция (MC_MoveLinear), круговая интерполяция (MC_MoveCircular), линейно-круговая интерполяция (MC_MoveDirect). У всех типов интерполяции есть различные варианты движения: поддержание постоянной скорости, скругления углов с заданным радиусом; электронный редуктор; электронный кулачок.
Сенсорная панель управления
Панели оператора серии SC (3,5", 7", 10") имеют самый высокий функционал в своем классе: полноценные инструменты для работы с рецептами, расширенный журнал событий и аварий в стандарте ISA, редактируемая с панели система управления доступа с логом, множество функций для работы с графиками, возможность формирования и печати на принтеры HP или сохранения в виде pdf полноценных многостраничных документов.
Сервоприводы осей перемещения
В качестве сервоприводов осей перемещения используются привода ф. «Yaskawa» модели «Sigma 5» мощьностью 5кВт для продольного и 3кВт для поперечного перемещений.
Преобразователь частоты главного привода
Частотный преобразователь A1000 ф. «Yaskawa» мощностью 37кВт.