







Станки глубокого сверления и растачивания

Для обеспечения высокого качества и производительности при обработке глубоких отверстий необходим современный, высокопроизводительный и надежный специальный станок.
Станки для обработки глубоких отверстий производства “ Рязанский станкостроительный завод” отвечают этим требованиям.
Исходя из разнообразных практических задач, были разработаны специальные станки различных типоразмеров и в различных конструктивных исполнениях.
Могут применяться следующие формы:
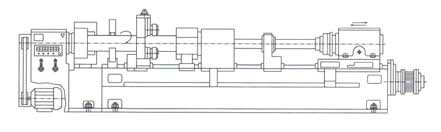
Конструктивная форма №1 (станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. Стебель с установленным инструментом крепится в стеблевой бабке. Обработка отверстий происходит не вращающимся инструментом.
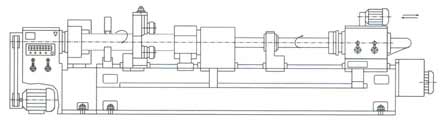
Конструктивная форма №2 (Станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. В зависимости от технологических потребностей обработка может производиться при вращающемся изделии как не вращающимся, так и вращающимся инструментом.
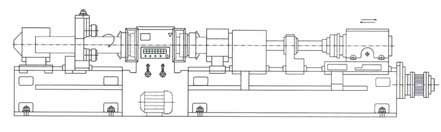
Конструктивная форма №3 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Торцы полых заготовок легкодоступны для измерений, смены инструмента; работы методом "вытяжного растачивания". Обработка происходит не вращающимся инструментом.
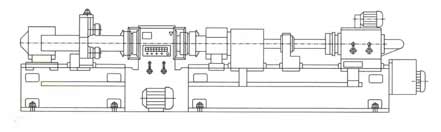
Конструктивная форма №4 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Обработка может производится при вращающемся изделии как не вращающимся так и вращающимся инструментом.
Эффективные способы обработки для достижения высокого качества.
Обработка глубоких отверстий с высокой точностью и качеством поверхности считается трудной технологической операцией. Используются специальные методы обработки, удовлетворяющие высоким требованиям, предъявляемым к качеству обработки, и позволяющие значительно сократить технологическое время.
Методы обработки:
Сверление в сплошном материале
Отличается тем, что весь высверленный материал удаляется в виде стружки. Диаметр сверления 40 ... 125 мм.
Кольцевое сверление
Применяется при сверлении отверстий диаметром от 80 мм до 500 мм. Так как в данном случае высверливается только кольцевое пространство, то требуется меньше затраты энергии на резание. Возможно использование высверленного керна.
Растачивание:
Черновое и чистовое растачивание применяется для обработки предварительно отлитых или просверленных отверстий. Обеспечиваются требования по расположению оси отверстия, ее прямолинейности, точности диаметральных размеров и шероховатости поверхности.
Вытяжное растачивание:
Обеспечивает более точное расположение оси отверстия, а также применяется для изделий, в которых должна быть выдержана равномерная толщина стенок.
Раскатывание:
Если допуски должны быть меньше, а качество поверхности выше чем в перечисленных методах обработки, то дополнительно применяется раскатывание.
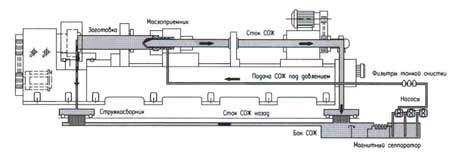
Высококачественное сверление возможно только при беспрерывном отводе стружки из зоны резания. Кроме того, температура при резании оказывает существенное влияние на срок службы инструментов. Оба фактора требуют высокопроизводительную установку СОЖ с объемным баком и мощной насосной установкой.
При сверлении станок работает с внешним подводом охлаждающей жидкости и внутренним отводом стружки, СОЖ подается между борштангой и стенкой изделия к лезвию инструмента. Удаление смеси из СОЖ и стружки осуществляется через внутреннюю полость штанги. Таким образом, исключается контакт между обрабатываемой поверхностью и стружкой, что способствует получению более качественной поверхности:
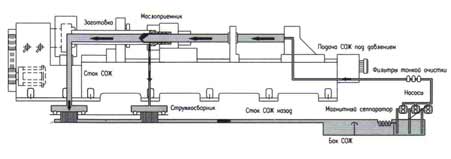
При растачивании широко применяется способ с наружным отводом стружки, для чего используется отверстие в заготовке, полученное на предыдущих операциях. СОЖ вместе со стружкой отводится в стружкоприемник. Через стружкоприемник СОЖ возвращается в общий резервуар и, таким образом, цикл заканчивается:













 специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир")